






マシニングセンタへのバイスの搭載例
◆ 機械テーブル寸法ごとの代表的なバイスの搭載寸法
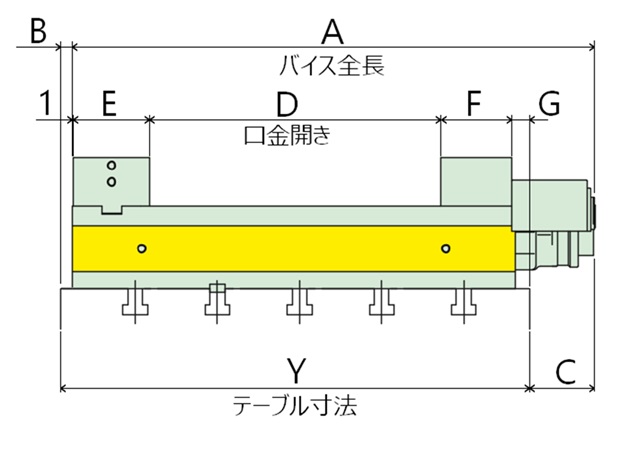
※ 表中の A, B, C, D, E, F, G, Y の意味(寸法定義)
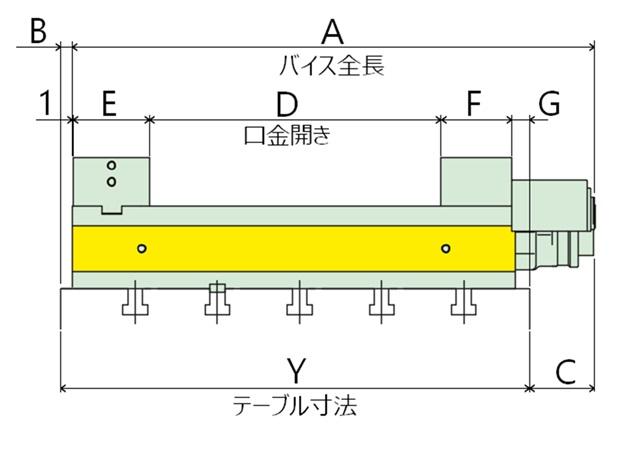 バイス搭載寸法の定義
バイス搭載寸法の定義
| テーブル寸法 Y | T溝本数 | T溝ピッチ | バイス型式 | バイス全長 A | B | C | 口金開き D | E | F | 最大口金開きでのG | 許容口金開きでのG | 判定 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 最大 | 許容 | ||||||||||||
| 330 | 3 | 125 | VC103N | 355.5 | 5 | 30.5 | 128 | 128 | 73 | 64 | 59 | 59 | 〇 |
| VE100N | 355 | 52.5 | 77.5 | 128 | 128 | 73 | 64 | 11.5 | 11.5 | 〇 | |||
| VE125N-** | 455 | 0 | 125 | 204 | 169 | 84 | 76 | -35 | 0 | △ | |||
| 400 | 3 | 100 | VC104N | 431.5 | 0 | 31.5 | 204 | 204 | 73 | 64 | 58 | 58 | 〇 |
| VE125LN | 510 | 0 | 110 | 256 | 239 | 84 | 76 | -17 | 0 | △ | |||
| VE160N-** | 555 | 0 | 155 | 274 | 219 | 94 | 86 | -55 | 0 | △ | |||
| 460 | 3 | 150 | VE125N-15 | 455 | 5 | 0 | 204 | 204 | 84 | 76 | 90 | 90 | 〇 |
| VE125LN | 510 | 30 | 80 | 256 | 256 | 84 | 76 | 13 | 13 | 〇 | |||
| VE160N-** | 555 | 0 | 95 | 274 | 274 | 94 | 86 | 5 | 5 | 〇 | |||
| 460 | 4 | 100 | VE125N | 455 | 35 | 30 | 204 | 204 | 84 | 76 | 60 | 60 | 〇 |
| VE125LN-** | 510 | 0 | 50 | 256 | 256 | 84 | 76 | 43 | 43 | 〇 | |||
| VE160N-** | 555 | 0 | 95 | 274 | 274 | 94 | 86 | 5 | 5 | 〇 | |||
| 560 | 4 | 125 | VE200N | 605 | 40.5 | 85.5 | 303 | 303 | 102 | 98 | 15.5 | 15.5 | 〇 |
| VE160LN-** | 635 | 0 | 75 | 354 | 354 | 94 | 86 | 25 | 25 | 〇 | |||
| 560 | 5 | 100 | VE200N | 605 | 3 | 48 | 303 | 303 | 102 | 98 | 53 | 53 | 〇 |
| VE200LN | 710 | 3 | 153 | 405 | 356 | 102 | 98 | -49 | 0 | △ | |||
| 600 | 6 | 100 | VE200N | 605 | 73 | 78 | 303 | 303 | 102 | 98 | 23 | 23 | 〇 |
| VE160LN | 635 | 73 | 108 | 354 | 346 | 94 | 86 | -8 | 0 | △ | |||
| VE200LN-** | 710 | 0 | 110 | 405 | 399 | 102 | 98 | -6 | 0 | △ | |||
| 660 | 5 | 125 | VE200LN | 710 | 28 | 78 | 405 | 405 | 102 | 98 | 26 | 26 | 〇 |
この表はマシニングセンターテーブルに対しての搭載バイスの選定をする際のおおまかな目安であり、記載されているバイスの適合を保証するものではありません。詳細は各機械の仕様ごとにご検討ください。
注意事項
- 高精度の把握をするためには、バイスボディ端と機械テーブル端の寸法Bが「0」以上となるように設置し、かつワークを把握したときの移動口金端と機械テーブル端の寸法Gが「0」以上となるように許容口金開き以下で使用してください。
- 判定欄が「〇」のものはバイスの全把握範囲を使用できるもの、「△」のものは把握範囲が制限されるが使用できるものです。
- 型式の末尾に「-**」が付されているものは後述するガイドブロック溝の追加加工を行ない、取付位置を調整しているものです。
ガイドブロック溝の追加加工について
バイスが機械のスプラッシュガードなどと干渉する場合や上記の最大口金開きでのG寸法がマイナスのときに許容口金開きを大きくしたいときには、バイス本体のガイドブロック溝を追加加工することにより取付基準位置を変更することも可能です。費用、納期については弊社の営業窓口にお問い合わせください。
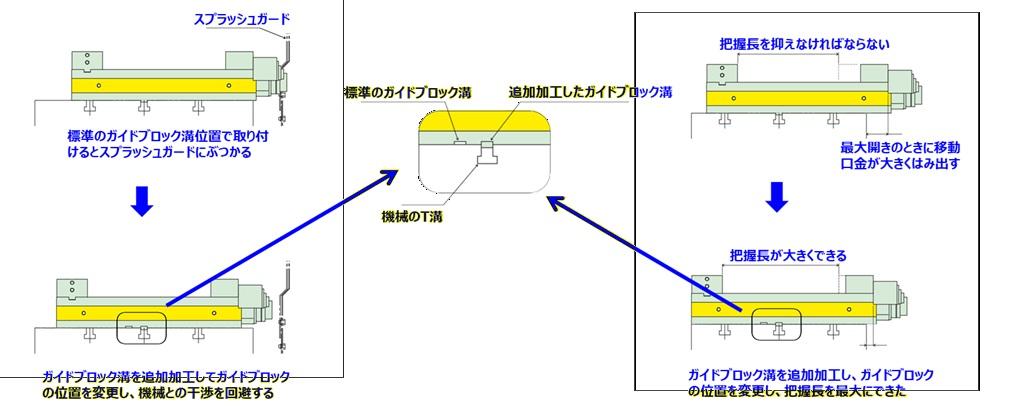 ガイドブロック溝の追加加工
ガイドブロック溝の追加加工
ガイドブロック幅やクランプ器具は取付機械のT溝幅に合わせて変更することができます。弊社の営業窓口にお問い合わせください。
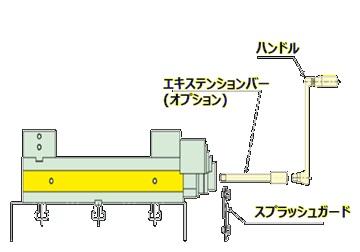 エキステンションバー(オプション)使用例
エキステンションバー(オプション)使用例
ハンドルが機械のスプラッシュガードと干渉して口金の締付けができないときは、オプションのエキステンションバーやラチェットハンドルをご使用ください。