







チャックの把握力の設定方法
チャックの把握力を適正に設定することは安全で高品質な旋盤加工をするうえでとても重要です。
把握力が高すぎるとワークに有害な把握歪が発生したり、チャックが破損したりする恐れがあります。 逆に把握力が低すぎると加工中にワークが飛散する恐れがあります。
適正な把握力の算定は取扱説明書の中に書かれている図表などを使って簡易的に求めることができます。 (ただしあくまでも簡易的なものですので最終的には実際に加工を行なって確認をしたうえで決定してください。)
順を追って算定の仕方をご紹介しますので取扱説明書と合わせてお読みください。
危険
チャックや工作物の飛散による重大な人身傷害を回避するため、
- 加工に必要とされる把握力は試切削により機械メーカーまたは使用者が決定し、 加工前に必要な把握力が出ていることを確認すること。 このときの把握力は最大静的把握力を超えてはならない。
- 加工に必要とされる回転速度は試切削により機械メーカーまたは使用者が決定すること。 このときの回転速度は許容最高回転速度を超えてはならない。
(1) ジョーの把握部中心の高さから静的把握力を求めてください。
注)トップジョーの把握面が工作物に均等に当たっている場合、把握力の力学的な中心点は把握面の中央となります。 均等に当たっていない場合や把握部中心高さの推定が難しい場合、安全を優先してトップジョー上面からチャック表面の距離を用いて計算してください。
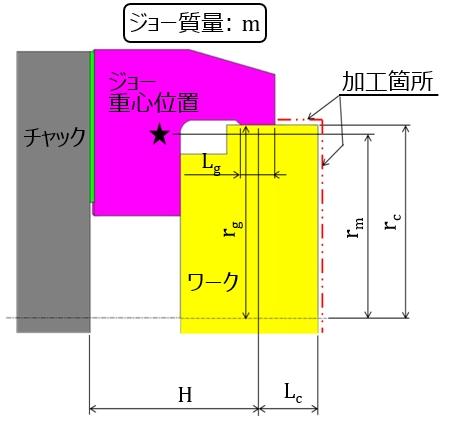
- m:ジョーの質量(kg) m = 1.2kg
- rm:ジョーの重心位置半径(mm) rm = 72mm
- H:把握部中心高さ(mm) H = 60mm
- Lc:把握部中心から切削位置(mm) Lc = 20mm
- Lg:把握長さ(mm) Lg = 15mm
- rg:把握半径(mm) rg = 80mm
- rc:切削半径(mm) rc = 80mm
注) 青字は計算例に使用する数値です。以下同様
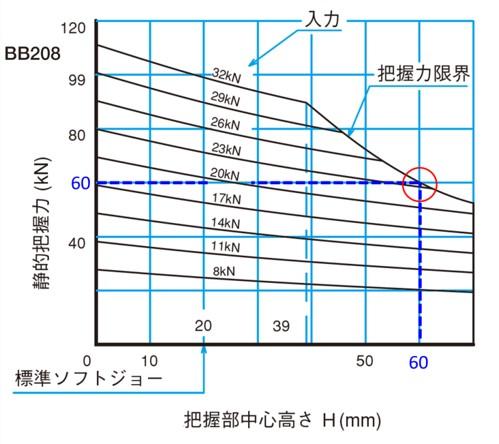
BB208で上記の条件の場合、把握部中心高さが60mmのとき、最大静的把握力は60kNとなり、 静的把握力はこれ以下で選定する。
(2) ジョーの質量と重心半径から質量モーメントを求め、加工回転数での把握力損失を求めてください。
- m:ジョーの質量(kg) m = 1.2kg
- rm:ジョーの重心位置半径(mm) rm = 72mm
- H:把握部中心高さ(mm) H = 60mm
- H:把握部中心から切削位置(mm) Lc = 20mm
- H:把握長さ(mm) Lg = 15mm
- H:把握半径(mm) rg = 80mm
- H:切削半径(mm) rc = 80mm
質量モーメント = m × rm× 3
= 1.2 × 72 × 3 = 259.2 kg・mm
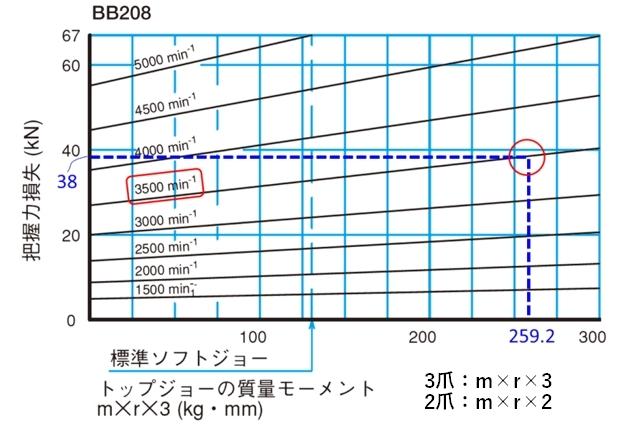
図の例ではBB208でトップジョーの質量モーメントが259.2kg・mmで回転数3500min−1のとき、 把握力損失は38kNとなる。
(3) (1)で求めた静的把握力から(2)で求めた把握力損失を差し引いて、加工回転数での動的把握力を求めて、把握トルクと転倒対抗モーメントを算出してください。
- m:ジョーの質量(kg) m = 1.2kg
- rm:ジョーの重心位置半径(mm) rm = 72mm
- H:把握部中心高さ(mm) H = 60mm
- H:把握部中心から切削位置(mm) Lc = 20mm
- H:把握長さ(mm) Lg = 15mm
- H:把握半径(mm) rg = 80mm
- H:切削半径(mm) rc = 80mm
- FgD:動的把握力(kN)
- Fg:静的把握力(kN) Fg = 60kN
- Fc:把握力損失(kN) Fc = 38kN
- μ:摩擦係数 μ = 0.1(実際のジョーとワークの表面により決めてください)
- k:ジョーの数により決まる係数 k = 3/4(表を参照してください)
| ジョー数 | k |
|---|---|
| 2つ爪 | 1/2 |
| 3つ爪 | 3/4 |
| 4つ爪 | 2 |
動的把握力 FgD = Fg − Fc = 60 − 38 = 22 kN
把握トルク = FgD × μ × rg
= 22 × 1000 × 0.1 × 80 / 1000 = 176 N・m
転倒対抗モーメント = FgD / (ジョー数) × ( 2/3 × Lg + k × μ × 2rg )
= 22 × 1000 / 3 × ( 2/3 × 15/1000 + 3/4 × 0.1 × 2 × 80/1000 )
= 161.3 N・m
(4) 切削トルク、加工による転倒モーメントを算出してください。
- m:ジョーの質量(kg) m = 1.2kg
- rm:ジョーの重心位置半径(mm) rm = 72mm
- H:把握部中心高さ(mm) H = 60mm
- H:把握部中心から切削位置(mm) Lc = 20mm
- H:把握長さ(mm) Lg = 15mm
- H:把握半径(mm) rg = 80mm
- H:切削半径(mm) rc = 80mm
- Mc:切削トルク(N・m)
- Mo:転倒モーメント(N・m)
- ap:切込(mm) ap = 1.5mm
- f:送り(mm/rev) f = 0.2mm/rev
- kc:比切削抵抗(N/mm2) kc = 2100(実際のワーク材質により決めてください)
- 油圧力設定後は必ず試切削を行なって適切な把握力がでていることを確認したうえで本生産を開始してください。
- 以上の検討は外径把握の場合であり、内径把握で使用する場合には、入力は許容最大入力の1/2以下としてください。
- 必ず取扱説明書を読んでから作業を開始してください。よくわからない場合には購入元の販売店または弊社の担当者にお問い合わせください。
切削トルク Mc = ap × f × kc × rc
= 1.5 × 0.2 × 2100 × 80/1000 = 50.4 N・m
転倒モーメント Mo = ap × f × kc × Lc
= 1.5 × 0.2 × 2100 × 20/1000 = 12.6 N・m
(5) 把握トルク、転倒対抗モーメントが切削トルク、転倒モーメントに対して十分安全であることを確認してください。
把握トルク = 176 N・m > 切削トルク = 50.4 N・m --- OK
一般的に切削トルクに対する安全率は、連続切削で2.5以上、断続切削で3.5以上を推奨します。
転倒対抗モーメント = 161.3 N・m > 転倒モーメント = 12.6 N・m --- OK
一般的に転倒モーメントに対する安全率は、連続切削で3.0以上、断続切削で4.0以上を推奨します。
(6) 必要な静的把握力を得るための入力をグラフより読み取ります。
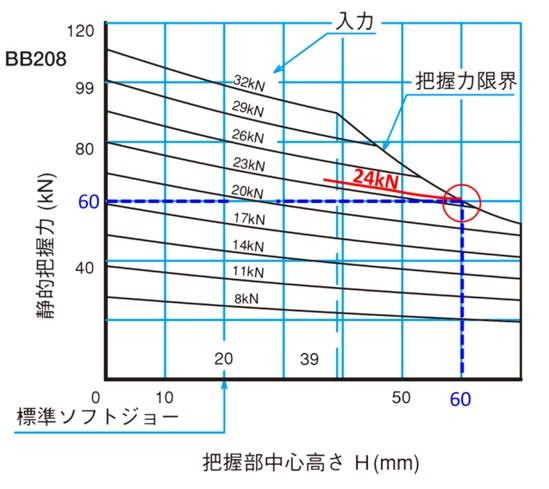
図の例ではBB208で把握部中心高さが60mm、必要静的把握力が60kNのときには入力24kNとなる。
(7) 使用シリンダの取扱説明書を読んで、必要な入力を得るための油圧力を求めてください。
SR1566 シリンダを使用している場合には次のようになります。
Q = Qmax × (P − 0.25) / (Pmax − 0.25)
使用ピストン推力 Q = 24kN
S1566のピストン最大推力 Qmax = 45.0kN
S1566の最高使用油圧力 Pmax = 4.0MPa
使用油圧力 P = Q / Qmax × (Pmax − 0.25) + 0.25
= 24 / 45 × (4.0 − 0.25) + 0.25 = 2.25 MPa
重要
PDF版ダウンロード
PDF版はこちらからダウンロードできます:チャックの把握力の設定方法